HG165.2x9 ((7 ̇)Hôifthâm nhậpWống sưởiTcông nghệPropoosal
<<Bảng nội dung>>
| Nội dung |
Trang |
| I. PRDUCE Tổng quan |
|
| II.Vật liệu thô, sản phẩm hoàn thành, quy trình và cấu hình của người dùng |
|
| III.THE MAIN EQUIPMENT THƯƠNG |
|
| IV.Định giá |
|
| V.QUALITY AND AFTER-SALE SERVICE GUARANTEE (Bảo đảm về chất lượng và dịch vụ sau bán hàng) |
|
| VI.Sản xuất của người bán (Bản tài liệu kỹ thuật) |
|
| VII.Khu vực làm việc |
|
| Thời gian sản xuất |
|
I. Ptổng quan roduce
HG 165.2x9(7 ′′) chính xác cao dây chuyền sản xuất ống hàn tần số cao chủ yếu là để sản xuất ống cấu trúc.ống tròn từ76.3-165.2mmvới độ dày 2,0 - 9,0 mm,kích thước ống vuông75x75-150x150mm,,Độ dày là từ 2,0-9.0mm.Các Rec ống kích thước 100x50-200x100 với độ dày 2.0-9.0mm. Dòng sản xuất này mỗi thiết bị đơn vị, sử dụng đầy đủ các thiết bị trong nước và nước ngoài tương tự, thiết kế sáng tạo, kiểm soát đầy đủ với PC hoặc điều khiển máy tính, công nghệ tiên tiến,vận hành và bảo trì thuận tiện, và đạt đến cấp độ quốc tế vào đầu những năm 90, cho các cấp độ hàng đầu trong nước.
- Vật liệu thôFsản phẩm đã được sản xuất,Process, vàUProfile cấu hình ser
1.Điều kiện nguyên liệu thô
(1) Dải thép lăn nóng hoặc lăn lạnh
(2) Vật liệu:SRT355, SGT355 (STK490, SGH490, POSMAC)
(3) Độ dày dải: 2,0 - 9,0 mm
(4) Chiều rộng dải thép: 230-600mm
(5) Độ kính bên trong cuộn dây thép: Φ508mm
(6) Độ kính cuộn thép: Φ1200-Φ2000mm(người mua xác nhận cuối cùng)
(7) Trọng lượng cuộn dây tối đa:10ton
(8) Tốc độ máy xay: tối đa 60m/min
(9) Tình trạng cạnh dải: slitter
(10) Hướng đường: Bên phải → Bên trái
2. Pphạm vi kích thước ipe
(1) OD:
1) ống tròn: φ76.3-φ165.2mm,
2) ống vuông: 75X75-150X150mm,
3) ống Rec:100x50-200x100mm
(2) Độ dày sản phẩm:2.0-9.0mm
(3) Chiều dài: 4-15m
(4) Tốc độ: tối đa 60m/min
|
Đang quá liều
(mm)
|
t (mm) |
Nhận xét |
| 2.0 |
2.5 |
3.5 |
4.5 |
5.5 |
6.5 |
7.5 |
9.0 |
| 75x75 |
60 |
58 |
57 |
47 |
37 |
- |
- |
- |
| 100x50 |
60 |
58 |
57 |
47 |
37 |
- |
- |
- |
| 100x100 |
60 |
58 |
55 |
45 |
35 |
30 |
- |
- |
| 125x125 |
- |
57 |
53 |
43 |
33 |
26 |
22 |
- |
| 150x100 |
- |
57 |
53 |
43 |
33 |
26 |
22 |
- |
| 150x150 |
- |
- |
50 |
40 |
30 |
25 |
20 |
15 |
| 200x100 |
- |
- |
50 |
40 |
30 |
25 |
20 |
15 |
- Pquy trình roduct
Uncoiler→trái thẳng→cái cắt và hàn→cái tích lũy→hình thành→cái hàn HF →cái cắt hạt→tăng nhiệt →tái kích thước →trái gà tây →cây cưa →bàn chạy →cỗ máy thẳng (tùy chọn)→kết thúc làm việc →bộ đóng gói →cửa hàng
- Việc giới thiệu thiết bị chính
1. Lxe ô tô
| Chiều kính cuộn |
Φ1200-2000mm (người mua xác nhận cuối cùng) |
| Chiều rộng dải |
230-600mm |
| Trọng lượng dải |
Tối đa 10 tấn |
| tốc độ |
5m/min |
(1) Xe tải được sử dụng để làm cho cuộn thép từ vị trí tải đến uncoiler.để lỗ bên trong cuộn dây thép được đặt chính xác trên ống dẫn của uncoiler, căng uncoiler, đẩy trở lại vị trí ban đầu.
(2) Loading car lift type: thủy lực
(3) Mô hình bình dầu: Y-HG1-E200/120x860LF3-L1o
(4) Loading xe hoạt động loại: 3KW với máy giảm động cơ
- Áp suất làm việc: 10Mpa
2.Máy mở cuộn thủy lực một cuộn
(1) Cấu trúc: Máy mở cuộn thủy lực một cuộn
(2) Thông số kỹ thuật
| Chiều kính cuộn |
Φ1200-2000mm |
| Độ kính bên trong cuộn dây |
Φ508mm |
| Chiều rộng dải |
230-600mm |
| Độ dày dải |
2.0-9.0mm |
| Trọng lượng dải |
Tối đa 10,0 TON |
| Loại mở rộng |
tăng cường thủy lực |
| Động cơ truyền động |
4kw, 380V |
| Tốc độ quay của mandrel |
Nmin=1r/min |
|
yêu cầu đặc biệt của khách hàng:
- Skelp Center Feeding Type - Loại thức ăn ở trung tâm vỏ
- Chuyển trống: AC Motor & Clutch
- Tâm bộ trống / mở rộng: Loại thủy lực
- Dây phanh: Loại điều chỉnh điện áp (Loại nước làm mát phanh đĩa)
- Skelp: cảm nhận các skep còn lại & tự động điều khiển tốc độ cho ăn
- Skelp: Khi scalp kết thúc thoát ra, thiết kế nó để tránh scalp bị kẹt trong trống.
|
3. SMáy trục trục
- Thiết bị được sử dụng để dẫn dắt dải thép vào leveler trơn tru.
Có cánh tay áp lực, cấu trúc đầu xẻo. loại Gantry, lên và xuống uncoil
- yêu cầu khác:
- Loại xe cuộn dây: Động cơ AC, đường sắt đi du lịch, Rack & Pinion Gear, Hydraulic up/down cylinder
- Giữ trên Roll & Pressure Roll: Chuyển động bởi động cơ Hydro, Hydro cylinder lên / xuống
- Coil peeler: phía trước, phía sau, lên/dưới bởi Hyd ′ cyl.
- Coil peeler phía trước dao: loại thay thế
- Vòng bọc urethane
4. PMáy làm bằng inch
(1) Máy này được sử dụng để làm bằng đầu và đầu dải thép, làm cho nó dễ dàng để cắt và hàn.
(2) Động cơ xếp bằng:15KW
(3) Chiều kính cuộn: Φ210x900mm, vật liệu cuộn: 40Cr,
(4) đường kính cuộn phẳng: Φ160x900mm, vật liệu cuộn:
(5) Chiều rộng ngang: 230-600mm
(6) Độ dày chèn/mức độ:2.0-9.0mm
(7) Tốc độ chèn/thăng bằng: 0-11M/min
(8) các yêu cầu khác:
- Pinch Roll.
: Lắp đặt cuộn hướng dẫn bên lối vào
: lên/dưới bởi Hyd ′ cyl.
: Khi Skelp vượt qua mức, skelp tự động đi lên.
: Động cơ AC & Động cơ giảm
- Đánh ngang.
: 6 Loại cuộn
: lên/dưới bởi Hyd ′ cyl.
: Sử dụng động cơ AC để điều chỉnh tốt áp suất cuộn trên
: Sử dụng Rack & Pinion Gear cho đường thẳng hàng trái / phải
: Động cơ AC & Động cơ giảm (Một loại thân xe Pinch Roll Drive)
: Lắp đặt thiết bị đo khoảng cách của cuộn trên/dưới
(Xác định nó trong kỹ thuật số Trong khi thiết lập)
: Lắp đặt bảng giữa lối ra của máy ngang và lối vào của máy hàn cắt. : Quay trống
5. Snghe và hàn
(1) Sử dụng để cắt và hàn đầu và đầu dải thép, đảm bảo sản phẩm máy ống liên tục.
(2) Độ dày dải thép: 2.0-9.0mm
(3) Chiều rộng dải thép: 230-600mm
(4) Độ bền dải thép:
δs Điểm điện suất ≤345Mpa δb Độ bền kéo ≤610Mpa
(5) Loại cắt: thủy lực
(6) Loại nén: thủy lực
(7) Loại hàn: hàn bằng động cơ
(8) Thương hiệu: máy hàn CO2 shanghai
(9) Áp suất làm việc thủy lực:10Mpa
(10) Vật liệu của lưỡi dao: H13
(11) yêu cầu khác:
- Cắt
: UP Cut Type (by Hyd ⋅ cyl.)
: Thiết kế đáy để thu thập phế liệu với dễ dàng.
: Thiết kế cấu trúc để thay đổi dao với dễ dàng
- Bàn tay hướng dẫn bên.
: Cài đặt vào và ra bên để sắp xếp trung tâm skelp.
: Tiến về phía trước & phía sau bằng cách Hyd ốc và điều chỉnh chiều rộng bằng tay.
- Clamp.
: Cài đặt vào và ra bên để cố định skelp.
: lên / xuống & phía trước / phía sau bởi Hyd ′ cyl. ((Skelp fix & front / end alignment)
: Trong việc kẹp sau khi cắt, trung tâm & vị trí có thể điều chỉnh.
- Người hàn.
: Chức năng tự động để cắt, sắp xếp cạnh và chuyển động đuốc theo chuỗi.
: Chuyển động tự động của Đèn đuốc về phía trước / phía sau → Vít bóng + Hướng dẫn LM + Động cơ AC
: Đường hàn là từ phía người vận hành đến phía ổ đĩa.
: Thiết bị cấp dây là cho Φ1.2 & Φ1.6 Wire.
6. HBộ sạc ngang
Hình ảnh chỉ để tham khảo.
(1) Máy này được sử dụng giữa máy hàn cắt và máy chủ (xưởng tạo hình), sử dụng sau khi một cuộn thép dải được sử dụng, trước khi cuộn dải tiếp theo được chuẩn bị từ việc mở vòng,cắt và thời gian hàn đệm để đảm bảo rằng các máy chủ (thiết kế máy móc) sản xuất liên tục và lưu trữ đủ thép dải.
(2) Thương hiệu xe: WANGPAI
(3) Đơn vị này chủ yếu bao gồm:trongThiết bị in và mang vật liệu,Bộ sưu tập tích tụ,Đơn vị vật liệu mang theo,Đơn vị điều khiển điện.
1) Pthiết bị vật liệu ress & carry
Bấm & mang thiết bị vật liệu: Nó chính bao gồm khung, động cơ điện, đơn vị phanh, chuyển hướng xoay vòng trục sức mạnh của giảm tốc độ, nhấn & mang cuộn,Hệ thống không khí áp suất của cuộn hướng dẫn, đơn vị vận tốc kiểm tra; nó có thể cung cấp thép dải cho bộ tích lũy và thời gian trung bình nó sẽ chuyển thông tin vận chuyển vận tốc để hệ thống điều khiển điện,khi chúng tôi yêu cầu dừng mang vật liệu đến đơn vị này, nó sẽ dừng cuộn đến động cơ điện và nhấn & mang vật liệu cuộn bằng cách nghỉ ngơi, và cũng có thể điều chỉnh tốc độ để mang động cơ điện và đơn vị mang vật liệu tốc độ.
2)Tập hợp khung tích lũy
: Tập hợp khung tích lũy: bao gồm động cơ điện, khung, cuộn vòng tròn bên trong, cuộn vòng tròn bên ngoài và cuộn áp suất.Nó có thể được sử dụng để lưu trữ các vật liệu thép dải từ máy in & mang đơn vị và nó có thể được rút ra từ trung tâm gửi ra các vật liệu cuộn.
3)Thiết bị vật liệu xuất phát
Thiết bị vật liệu gửi đi: bao gồm khung, hướng dẫn cuộn, hướng dẫn cuộn của vị trí cao hoặc thấp hơn.Nó có thể mang thép dải để hình thành hệ thống và gửi thông tin vận tốc vật liệu thực hiện để thiết bị điều khiển điện.
(4) Sđặc tính:
1) Chiều kính: 10000mm
2) Độ dày cuộn thép:2.0-9.0mm; chiều rộng:230-600mm
3) Tốc độ vận chuyển vật liệu mang:Vmax=100-180m/min
4) Điện lực động cơ: DC 90kw Z4-200-31 (nhà sản xuất:WANGPAI)
5) Sức mạnh động cơ cơ tích tụ: AC 15KWX16
6) Độ dài lưu trữ: 500-1000M
7) yêu cầu khác:
- Hệ thống cung cấp năng lượng: loại động cơ kép (C Vector)
- trống bên ngoài Bottom Roll điều khiển cá nhân (động cơ AC, trên 15EA)
- Thiết kế cuộn bên trong bao gồm cuộn hỗ trợ và vòng bi đủ mạnh.
- Khi cho ăn & ra, thiết kế để tránh skep biến dạng & quá tải.
(Xem xét các xoắn, Spiral góc đơn vị & cấu trúc)
- Khi con giun ăn, toàn bộ chiều dài của giun ăn kết thúc với một lần.
- Tốc độ dây chuyền máy ống tối đa 60M / phút, Tốc độ cho ăn phải cao hơn 3 lần so với tốc độ dây chuyền máy ống.
- Trong khi rời khỏi skelp, cuộn chèn vào có thể chạy ngược / về phía trước để kết nối / cắt skelp nhiều lần.
- Thiết kế bộ tích lũy để tránh thiệt hại của skep do tiếp xúc và mài mòn trong khi chạy.
- Thiết kế cấu trúc & chọn vật liệu thích hợp để tránh sự mài mòn & thiệt hại của skelp.
- Thiết kế các vít điều chỉnh chiều rộng để tránh dính và bảo trì thuận tiện.
- Hệ thống bôi trơn tự động cho phần chính của vòng bi.
- Lắp đặt vỏ an toàn cho giỏ quay bên ngoài ở phía vòng tròn.
- Phương pháp điều khiển hệ thống
: Khi kết thúc thoát khỏi, hệ thống dừng tự động kết nối với phần nhập.
: Khi bộ sạc trống, việc cấp ngay lập tức bắt đầu với tốc độ cao gấp ba lần tốc độ ống.
: Khi bộ tích lũy có các cuộn dây được đặt, tốc độ cấp thay đổi theo cùng tốc độ của tốc độ ống tự động. (Không có người vận hành bên trong bộ tích lũy)
: Khi nút hàn cắt hoàn thành được tắt, dừng khẩn cấp khi không còn skelp bên trong bộ tích lũy để cung cấp cho máy xay ống.
: Khi đường dừng lại, các skelp thức ăn cho bộ tích lũy tự động.
: Khi cho bánh xe ăn, không phải có căng thẳng lỏng và tốc độ cho ăn / ra phải chính xác.
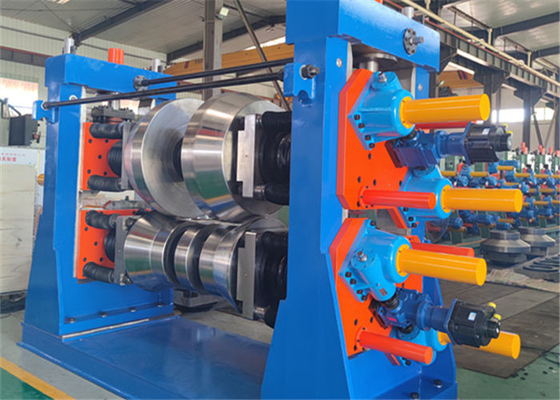
- FMáy xay và đo
Hình ảnh chỉ để tham khảo.
1)Thông tin cơ bản:
①Loại thông thường
- W cong
②Loại động cơ nhóm giảm tốc
- Máy gia công xoắn ốc (Carburizing)
- Mức độ: JIS 2
- Oil bath & Trochoid Pump Type
- Kết nối nối bánh răng
- Nhãn dầu: NOK
- Cửa sổ để kiểm tra bên trong.
③Hệ thống thay đổi nhanh U-Joint(Các trục dự phòng để thay đổi cuộn và hộp B/R 1set)
- Kết nối / ngắt kết nối cho phía trên / phía dưới cùng một lúc bằng Hyd ′ cyl.
- Thiết kế nó mà không có sự thay đổi cấp độ trên kết nối / ngắt kết nối để tránh rắc rối.
④Hướng dẫn bên Enrey & Pinch Roll
- Cuộn trên/dưới 1Set: loại cố định
- Side Roll 1set: Điều chỉnh chiều rộng bằng tay
- Pinch Roll 1set: By Hydro ốc động và AC Motor Driving
- Side Roll 2set: Điều chỉnh chiều rộng bằng tay
2)Xây dựng thô(Bị phá vỡ, Cluster)
- Thang chính: 4set / Thang bên: 4set
- Điện lực động cơ: 160Kw
- Chế độ lắp ráp hàng đầu B/R Box Top
- Sử dụng lớp lót trên dưới B / R Box để điều chỉnh Pass-line
- tay cầm điều chỉnh hộp B / R trên cùng và điều chỉnh chiều cao bằng động cơ AC
(phía người điều khiển/phía ổ đĩa cùng nhau hoặc điều chỉnh riêng lẻ)
: tay cầm, vít, Worm Gear
- Các chiều rộng / điều chỉnh trung tâm của bên đứng bằng tay cầm ((Xia đầu hỗ trợ loại)
- Thiết kế đầu đứng và đầu cuộn hộp kết nối B / R với việc lắp ráp / tháo dỡ dễ dàng
3)Xây dựng tinh chế (Fin-pass)
-Trạm chính: 3set / Trạm bên: 3set
- Điện lực động cơ: 160Kw
- Những cái khác cũng giống với cái giá Break Down.
- Xem xét bên trong loại bỏ hạt cố định vị trí và không gian
(Không bao gồm máy loại bỏ hạt bên trong)
4) giường dưới
Các giường dưới cùng là hai bộ để tạo ra các giá đỡ và hai bộ cho các bộ phận lái xe.
- Sau khi hàn toàn bộ giường, làm toàn bộ xử lý nhiệt nóng và mặt trên gia công chúng.
- Thiết kế bốn giường hình thành với xem xét các dòng chảy dầu hòa tan & thoát nước.
: Độ rộng đường thoát nước trên 150 mm với độ dốc.
8 Thiết kế đứng đầu loại bỏ với dễ dàng.
- Phụ tùng thay thế: Trục đứng thẳng đứng 2 bộ ((đánh vít bên trái/bên phải mỗi bộ 1)
(Đồ dự phòng: phá vỡ 1Set, Fin Pass 1Set)
- Các trục đứng bên dự phòng: 2EA
5)Phối hànphần
①Đứng dẫn đường may
- Thiết kế chuyển động lên / xuống và phía trước / phía sau cho cuộn trên và dưới bằng tay ((Idle)
②Đứng cuộn nén: Loại 4 cuộn
- Quay bên.
: Điều chỉnh thông qua hộp số
: Thiết kế thiết bị an toàn vít để điều chỉnh chiều rộng bên trái / bên phải.
Thiết kế hộp vòng bi đổi với dễ dàng.
: Sử dụng động cơ AC để điều chỉnh điều chỉnh chiều rộng trái / phải.
Điều chỉnh tinh tế sẽ được thực hiện bằng tay.
: Tăng độ cứng để tránh cánh trái / phải mở và vỡ.
- Top Roll.
: Sử dụng động cơ AC & jack vít lên / xuống của toàn bộ khung.
: Sử dụng tay cầm vít để thực hiện điều chỉnh tốt cho lên / xuống & trái / phải.
③Máy cắt hạt bên ngoài
- 2 đầu loại (lên / xuống bởi Hyd ⋅ cyl. + Điều chỉnh tinh tế bằng tay cầm)
- Sử dụng cuộn hướng dẫn cho bên ngoài hạt
④Máy cuộn phế liệu cho hạt bên ngoài
- giới hạn mô-men xoắn và loại liên kết
- Thu hẹp / mở rộng bằng xi lanh khí
⑤Đứng sắt may
- Không hoạt động.
- Bao gồm hệ thống truyền động để điều chỉnh chiều cao đứng cuộn trên / dưới
- Những người khác cũng vậy.
- Làm mát
①Thùng làm mát
- Chiều dài hơn 5m và sử dụng loại vòi tắm và vòi tắm.
- Các vị trí cuộn trên/dưới không làm xáo trộn chuyển động sản phẩm.
- Khung bên ngoài / bên trong có cấu trúc hàn và không rò rỉ dầu hòa tan.
- Thiết kế trên/dưới cuộn & trao đổi vòi với dễ dàng.
- Hệ thống làm mát dầu hòa tan: loại EVAPCON
7)Máy đo kích thước
①Kéo ra đứng
- Trạm chính 2 Set, trạm bên 3 Set
- Điện lực động cơ: 160Kw
- Những cái khác cũng giống với cái giá phá vỡ.
②Đứng kích thước
-Trạm chính 3Set
- Động cơ:
- Loại cuộn 4
- Những cái khác cũng giống với cái giá Break Down.
③Đứng đầu người Thổ Nhĩ Kỳ
- 4 loại Roll & Stand 2 bộ
- Bảng cuộn là loại thay thế.
- Các tấm cuộn di chuyển lên / xuống & trái / phải & xoay và 4 cuộn di chuyển co lại / mở rộng riêng lẻ.
: Tất cả các chuyển động thông qua tay cầm.
④Cuộn đo
- Nằm giữa nắp đo và nắp đầu của công ty.
- Lắp đặt nó để tránh sự can thiệp và hư hỏng của R/C.
- Chuỗi đo lên / xuống để tiếp xúc với ống bằng ống khí chặt chẽ. (bộ tay)
- Sử dụng các carbide xi măng
- Loại mã hóa là chính xác & chống nước.
⑤Những chiếc giường dướilà 1 bộ giá đỡ đo và hai bộ các bộ phận lái.
- Sau khi hàn toàn bộ giường, làm toàn bộ xử lý nhiệt nóng và mặt trên gia công chúng.
- Thiết kế giường đo với xem xét các dòng chảy dầu hòa tan & thoát nước.
: Độ rộng đường thoát nước trên 150 mm với độ dốc.
- Cây cưa xay
Đồ chèo thuyền
1.1 Vật liệu ống:SRT355, SGT355 (STK490, SGH490, POSMAC)
1.2 Vòng: 76.3-165.2 mm, Độ dày:2.0-9.0mm
Quảng trường:75x75-150x150 mm, Độ dày:2.0-9.0mm
(bên đơn cần hơn 50 mm)
1.3 Tốc độ dây chuyền tối đa: 60m/min (Chiều dài cắt là 9m, OD ống là F70mm, và độ dày tường là 3,0 mm.)
1.4 Hướng dẫn sản xuất của đường ống: phải→trái
1.5 Chiều cao của đường dây:
Chiều cao từ sàn đến đáy ống: mm
Chiều cao từ bề mặt của bộ phận đo kích thước, được lắp đặt thiết bị đo tốc độ, đến đáy ống:
Kích thước của nơi lăn đo tốc độ sẽ được lắp đặt:
1.6 Chiều dài cắt ống: 4000-15000 mm
1.7 Độ chính xác cắt: ± 2 mm (Yêu cầu về sự bất ổn tốc độ dây chuyền cho máy cán ≤ 2%)
1.8 Số lượng đục: tối đa: 0,2mm
2.1 Sử dụng các động cơ servo.
Động cơ lái: 37 kw
Động cơ cắt: 15 kw*2
Động cơ cấp: 2,9 kw*2
Động cơ xoay 11 kw
2.2 Có các cuộn dẫn lối vào ((cuộn lên và xuống) trên tầng hầm của thiết bị.Có các cuộn dẫn đường (cuộn lên và xuống) ở phía trước của lưỡi và có một cuộn hỗ trợ phía sau các kẹp.
2.3 Có một bàn chải thép cho lưỡi dao, có thể được cố định hoặc tháo để làm sạch các mảnh sắt của lưỡi dao.
2.4 Các đường ray hướng dẫn áp dụng vật liệu GCR15, có hai bộ đệm an toàn.
2.5 Cấu trúc điều khiển kẹp (động lực thủy lực):
2.6.1 Sử dụng 3 bộ kẹp (động cơ thủy lực), và phong cách làm mát của trạm thủy lực là làm mát bằng nước hoặc làm mát bằng không khí.
2.6.2 Cùng với thiết bị, chúng tôi sẽ cung cấp một bộ kẹp.
2.6.3 Có tín hiệu và kích thước trên kẹp.
2.6.4 Bề mặt của kẹp được dập tắt.
2.6.5 Có mạch tắm làm mát để làm sạch các chip trên lưỡi dao và kẹp.
2.7 Quá trình cắt có 5 giai đoạn, tốc độ cắt và tốc độ cho ăn đều có thể thay đổi.
2.8 Toàn bộ mạch của thiết bị phải đáp ứng các yêu cầu sau đây.
Có đủ chỗ trong chuỗi bể.
Có những dải cách ly trong chuỗi bể để tách các đường ống dầu, đường ống nước và dây từ nhau.
2.9 Vui lòng xem bản vẽ đính kèm cho vị trí các vít neo. Chúng tôi sẽ cung cấp một bộ vít neo với thiết bị.
3.Yêu cầu NC về điều khiển điện của cưa lạnh.
3.1 Hệ thống điều khiển điện
3.1.1 HMI là một màn hình cảm ứng tinh thể màu 10PROFACE.
3.1.2 Động xe và xoay và cho ăn và cắt lưỡi đều sử dụng động cơ và trình điều khiển Siemens.
3.1.3 bộ điều khiển chuyển động là loạt M3.
3.1.4 Bộ mã hóa một phần (ELCO Thụy Sĩ)
3.1.5 Tiếp cận các công tắc một bộ (3 bộ)
3.2 Tủ điều khiển một bộ và bảng điều khiển một bộ.
3.3 Có một đèn báo động trên bảng điều khiển cho thấy báo động sự cố.
3.4 Một nút dừng khẩn cấp được cung cấp. ((Một sẵn sàng cần được cung cấp cho bảng điều khiển và màn hình cảm ứng hiển thị các tín hiệu touble.)
3.5 Màn hình cảm ứng tinh thể hiển thị các thông số chạy của cưa và 16 nhóm các thông số cắt có thể được lưu trong bộ điều khiển.
3.6 Yêu cầu điều khiển đối với các thiết bị liên kết với nhau. ((Có các điều khiển chạy trên bảng điều khiển.)
3.6.1 According to the defective product signals from the turbine flaw detection to confirm the direction of the defective product and confirm the auto certified or defective product selecting function of the product separating rollers.
3.6.2 Thực hiện khóa với phần kích thước. (dừng khẩn cấp, tín hiệu cưa sẵn sàng)
3.6.3 Có một nút sản phẩm bị lỗi trên bảng điều khiển và bất kể tình trạng của cưa là gì, hãy nhấn nút, sau đó các cuộn tách sản phẩm sẽ xử lý sản phẩm như một sản phẩm bị lỗi.
9. Bàn chạy ra, máy vận chuyển
- Tổng chiều dài của bàn run-out là khoảng 25 mét và đường lăn là 600 mm.
- Lái động cơ AC ((3EA) với dây chuyền và điều khiển tốc độ bằng biến tần.
- Chuỗi ống tốt và ống xấu sẽ được sắp xếp.
- Kiểm tra trượt 4 hàng x chiều dài 2M + túi 4 hàng x chiều rộng 1.2M
- Hộp ống hỏng 6 hàng x chiều rộng 1.5m
- Thiết bị chuồng khí.
- Chuỗi ống tốt sẽ bị ném ra sau khi cảm nhận tự động.
Khói hỏng sẽ được đá ra bởi người vận hành.
- Các ống tốt chuyển trên conveyor cuộn và đá ra ((bộ hình ống)):
Lắp đặt dây chuyền By-pass máy thẳng.
- Hệ thống thổi không khí cho mặt bên ngoài của sản phẩm.
: Electrovalve tự động bật/tắt
: Loại vòng vòi cho sự tương thích toàn bộ kích thước
10Máy thẳng
1- Điều chỉnh đường ống: giới hạn năng suất tối đa < 355mpa
Chiều kính: Φ76.3-Φ165.2mm
2. khoảng cách cuộn của cuộn sửa: 650mm đường kính cổ họng: 250mm Chiều dài: 380mm
góc xoay: 37,183-43,426 độ
3. Tốc độ điều chỉnh: 20-60m/min
4. Mô hình động cơ: Sức mạnh: 55kw × 2 bộ tốc độ: 1470rpm
5. Mô hình máy giảm tốc: ZLY180 × 2 tỷ lệ tốc độ: 14
6Phạm vi nâng của con lăn trên: 250mm
7Phạm vi nâng của các con lăn giữa và dưới: ±50mm
8Việc nâng con lăn thẳng phía trên được điều chỉnh bởi thiết bị hộp bánh răng giun, và việc nâng con lăn thẳng phía giữa phía dưới được điều chỉnh bởi thiết bị hộp bánh răng giun.
9Các vạch trên và dưới là loại hỗ trợ bốn cột.
10. Thiết bị chống trượt dây chuyền lăn thẳng phía trên.
11. trục động cơ chung phổ quát là loại 160.
12Thiết bị bao gồm một bộ hộp điều khiển điện.